對《製造技術基礎》這門課程或者本精品課程有疑問的同學請發送電子郵件至songfang2005@163.com。
對於同學們提出的問題我們會在本網站上公開回答。感謝您的關註,在您的支持下我們會一直努力!
***********************************************************************
1、分析下圖中鑄件兩種分型面各采用什麽造型方法?比較哪一種方式最好?
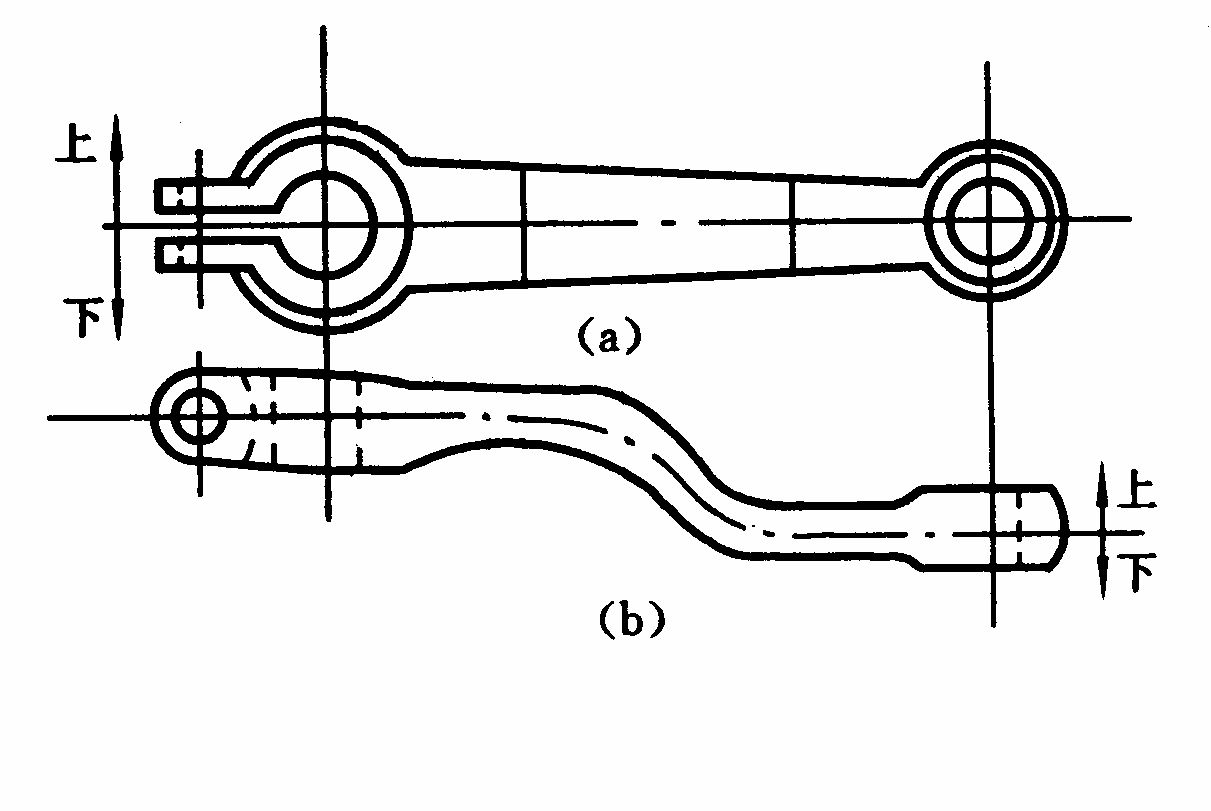
解答🐞:a 圖中分型面是平面,采用兩箱造型🧟♂️,b圖中分析面是曲面,采用挖沙造型,a圖中分型面最好,工藝簡單,生產率高📻🧕🏽。
2、 簡述熔模鑄造的工藝過程及優缺點。
解答:工藝過程👷🏽♀️:
(1)模製造:包括單個蠟模的製造🌴、蠟模組的組裝等;
(2)型殼製造:在蠟模組上塗掛塗料⛹🏽♂️➡️、撒砂🤼♀️、硬化🦹🏼♂️,以製造成具有一定強度的耐火型殼的過程;
(3)焙燒和澆註:為進一步去除型殼中的水分、殘蠟及其它雜質👩🏻🧚🏿♂️,將型殼送入到800-1000度的爐內進行焙燒,焙燒出爐後趁熱澆註;
優點:
(1)型腔表面很光潔⛄️,故鑄件的精度和表面質量好。
(2)型殼是高級耐火材料製成,故能生產高熔點的黑色金屬鑄件。
(3)生產批量不受限製,可大批大量也可用於單件生產🤵🏻♂️。
缺點:
原材料價格貴🧝🏽♂️、工藝過程復雜,生產周期長💂,鑄件成本高🪡,蠟模易變形🧍🏻♀️📼,不宜生產尺寸很大的鑄件。
3、埋弧焊有何特點?應用有何限製𓀘?為什麽🙁?
解答⛄️:
特點:
(1)生產效率高:埋弧焊的電流大🧚🏻♂️,同時節省了更換焊條的時間,效率比手工電弧焊提高了5-10倍🫀;
(2)焊接質量高而且穩定🦓:埋弧焊電弧區保護嚴密,且焊接過程自動控製調整,所以質量高且穩定;
(3)節省金屬材料:埋弧焊熱量集中☞😁,工件可不開坡口進行焊接,且沒有焊條頭的浪費🧄,節省了大量金屬;
(4)改善了勞動條件:看不見弧光,焊接煙霧少🤵♀️、自動焊接,勞動條件好;
應用限製:設備貴📷,工藝復雜𓀈▪️,接頭要求高,電流太小焊接電弧不穩定,一般只用於批量生產的長的直線焊縫與大直徑環焊縫🚶🏻♂️,對狹窄位置的焊縫以及薄板的焊接,受到一定的限製。
4、什麽是纖維組織?如何在設計和製造零件中正確利用🗃?
a.在壓力加工中,工件中晶粒和雜質在外力作用下被拉長或壓扁,呈纖維狀,成為纖維組織;
b.平行纖維方向的塑性🌧、韌性提高,垂直纖維方向上的強度👇🦏、硬度提高,但塑性、韌性下降;
c.為了獲得具有最佳力學性能的零件🤵🏽♂️,在設計和製造零件時🧑🦰,使零件的最大正應力方向與纖維方向垂直,最大切應力方向與纖維方向垂直🤺,並使纖維組織盡量不被切。
5、拉深模與沖裁模有何不同之處?拉深時工藝上主要問題是什麽?如何解決〽️🚲?
解答:
不同之處🎣:(1)拉深模凸凹模間隙比沖裁模大;
(2)拉深模有刃口圓角,沖裁模有鋒利刃口👩👧👦。
主要問題:
拉深時凸凹模間隙太小,模具與拉深件間的摩擦力增大,易拉穿工件和擦傷工件表面🧑🏽🎄;間隙太大🩹,易使拉深件起皺,影響拉深件的尺寸精度;
解決方法😮🤽🏽♂️:
為減少摩擦🫰🏻、降低拉深件壁部的拉應力和減小模具的磨損🎪,拉深時通常要加潤滑劑或對坯料進行表面處理。為防止起皺🫶🏻,可采用設置壓邊圈來解決🌟。
6、簡述刀具前角的定義及其對切削過程的影響。
解答:刀具的前角的定義:指刀具前刀面和基面之間的夾角。
前角的作用是:
a. 影響切屑的變形程度:較大的前角可減少切削變形💇🏻♂️🫸🏿,使切削輕快,降低切削溫度,加少刀具磨損;
b. 影響刀刃強度: 前角增大🚣♀️,刀具強度減弱,散熱面積減少,刀具壽命下降。
7🦋、高速鋼和硬質合金在性能上的主要區別是什麽?各適合製造何種刀具?
解答🤷🏻♀️:
高速鋼的耐熱性👸🏼、硬度和耐磨性雖低於硬質合金,但強度和韌度卻高於硬質合金,工藝性較硬質合金好。
高速鋼廣泛地用於製造形狀較為復雜的刀具。
硬質合金常製成各種型式的刀片,焊接或機械夾固在刀柄(刀體)上使用。
8、根據圖示零件圖🗳,繪製此零件的鍛件圖,試問繪製自由鍛鍛件圖時應考慮的主要內容?
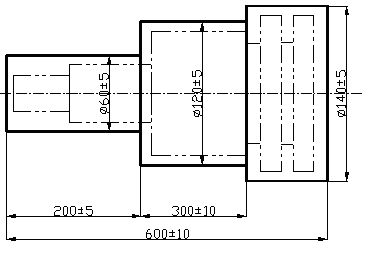
解答:敷料-----為簡化零件形狀,便於鍛造而增加的一部分金屬;
余量-----為切削加工而增加的尺寸🆗;
公差----鍛件名義尺寸的允許變動量。
9☁️、粗基準選擇的主要原則是什麽🐣💥?
解答🍤:
(1)選擇不加工表面作為粗基準;
(2)選擇要求加工余量均勻的表面作為粗基準;
(3)選擇加工余量和公差最小的表面作為粗基準🧑🦽➡️;
(4)選擇平整🦸🏼、易於裝夾的表面作為粗基準🤶🏼;
(5)粗基準一般只在第一道工序中使用一次🩰。
10、簡述車刀切削部分(“三面兩刃一尖”)的組成?
解答:“三面兩刃一尖”
三面:
1)前刀面🥚:刀具上切屑流過的表面;
2)主後刀面:刀具與工件上切削中產生的表面相對的表面👩🏻🍳;
3)副後刀面:刀具與工件已加工表面相對的表面🧖♀️🧑🏼🔧。
兩刃🕎👱♂️:1)主切削刃🔚:前刀面與主後刀面的交線;
2) 副切削刃:前刀面與副後刀面的交線。
一尖:主刀刃與副刀刃相連接處的那一部分切削刃。
11、與電火花成形加工相比🧎♂️,電火花線切割加工有何特點?
解答: (1)無需製造成型電極,縮短了生產準備周期;
(2)單位長度電極絲損耗小,加工精度高;
(3)工件材料蝕除量少🛡,尤其適合貴重金屬的切割;
(4)運動軌跡容易控製,能方便地切割精密細小、形狀復雜的曲線;
(5)只能加工直通型表面,不能加工盲孔👰🏽、型腔及縱向階梯表面。




